





 扫一扫
扫一扫
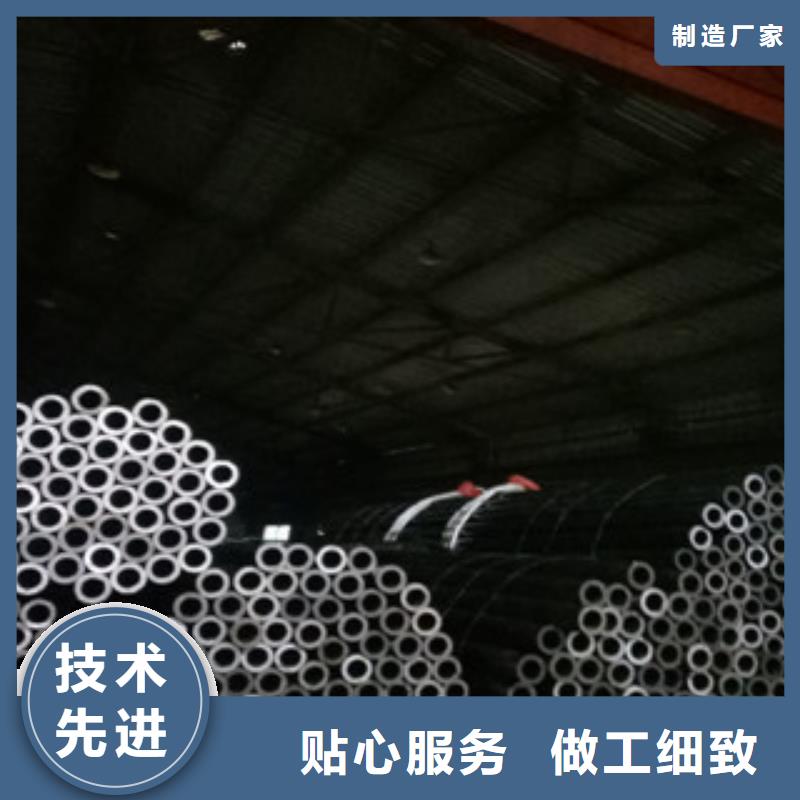
优良的 安徽合肥珩磨无缝钢管产品性能在长期的市场销售中受到众多合作客商的好评与青睐,已与众多大中型企业建立长期的合作关系。“重诚信、严质量”是我公司坚持的在发展宗旨,兰格精密管有限公司真诚期待与四海客商、携手发展、合作共赢!


化学成分检验按化学成分和机械性能供应的国产无缝管,如10、15、20、25、30、35、40、45和50号
钢的化学成分应符合GB/T699-88的规定。进口无缝管按合同规定的有关标准检验。09MnV、16Mn、15MnV钢
的化学成分应符合GB1591-79的规定。具体分析方法参照GB223-84《钢铁及合金化学分析方法》的有关部
分。分析偏差参照GB222-84《钢的化学分析用试样及成品化学成分允许偏差》。物理性能检验按机构性能
供应的国产无缝管,普通碳素钢按GB/T700-88的甲类钢制造(但必须保证含硫量不超过0.050%和含磷量不
超过0.045%),其机械性能应符合GB8162-87表内所规定的数值。按水压试验供应的国产无缝管必须保证标
准所规定的水压试验。进口无缝管的物理性能检验按合同规定的有关标准进行。



产生原因:由于管坯的表面缺陷或内部缺陷所带来的。生产过程中产生的,如轧制工艺参数设计不正
确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。管坯(钢管)在加热轧制,热处理以及矫
直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大
的残余应力,那么也有可能导致钢管产生表面裂纹。钢管理化性能:常温力学性能、高温力学性能、低温
性能、抗腐蚀性能。钢管的理化性能主要取决于钢的化学成分,组织结构和钢的纯净度以及钢管的热处理
方式等。钢管工艺性能:压扁、扩口、卷边、弯曲、焊接等。钢管金相组织:低倍组织(宏观)、高倍组
织(观) M、B、P、F、A、S钢管特殊要求:合同附件、技术协议。


无缝管1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般
在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然
后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐
渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格
要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,
必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的
锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将
加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可
生产直径较小的钢管。



质量要求:钢的化学成分:钢的化学成分是影响无缝钢管性能最主要的因素之一,也是制定轧管工艺
参数和钢管热处理工艺参数的主要依据。 合金元素:有意加入,根据用途。残余元素:炼钢带入,适当
控制。有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)炉外精炼或电渣重熔:提高钢中
化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。钢管几何尺寸精度和外
形:钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。外径允许偏差 δ=(D-
Di)/Di ×100% D: 或最小外径mmDi:名义外径mm钢管壁厚精度:与管坯的加热质量,各变形工序
的工艺设计参数和调整参数,工具质量及其润滑质量等有关壁厚允许偏差: ρ=(S-Si)/Si×100% S:
横截面上 或最小壁厚Si:名义壁厚mm钢管椭圆度:表示钢管的不圆程度。钢管长度:正常长度、定(
倍)尺长度、长度允许偏差钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度钢
管端面切斜度:表示钢管端面与钢管横截面的倾斜程度钢管端面坡口角度和钝边钢管表面质量:表面光洁
要求危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。一般性缺陷:麻坑、青线、划
伤、碰伤、轻的内、外直道、辊印等。
技术支持:s797.com